Полиамид
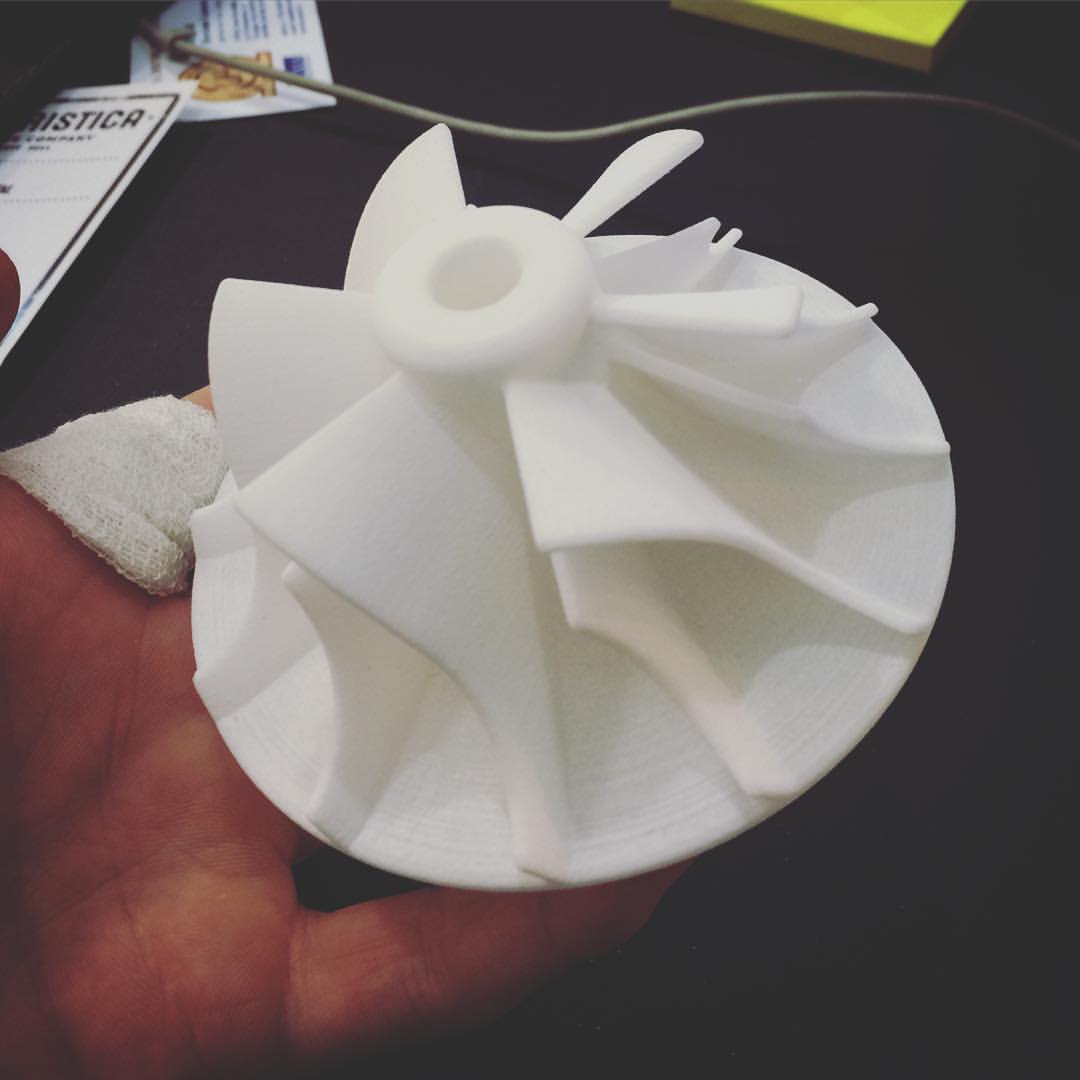
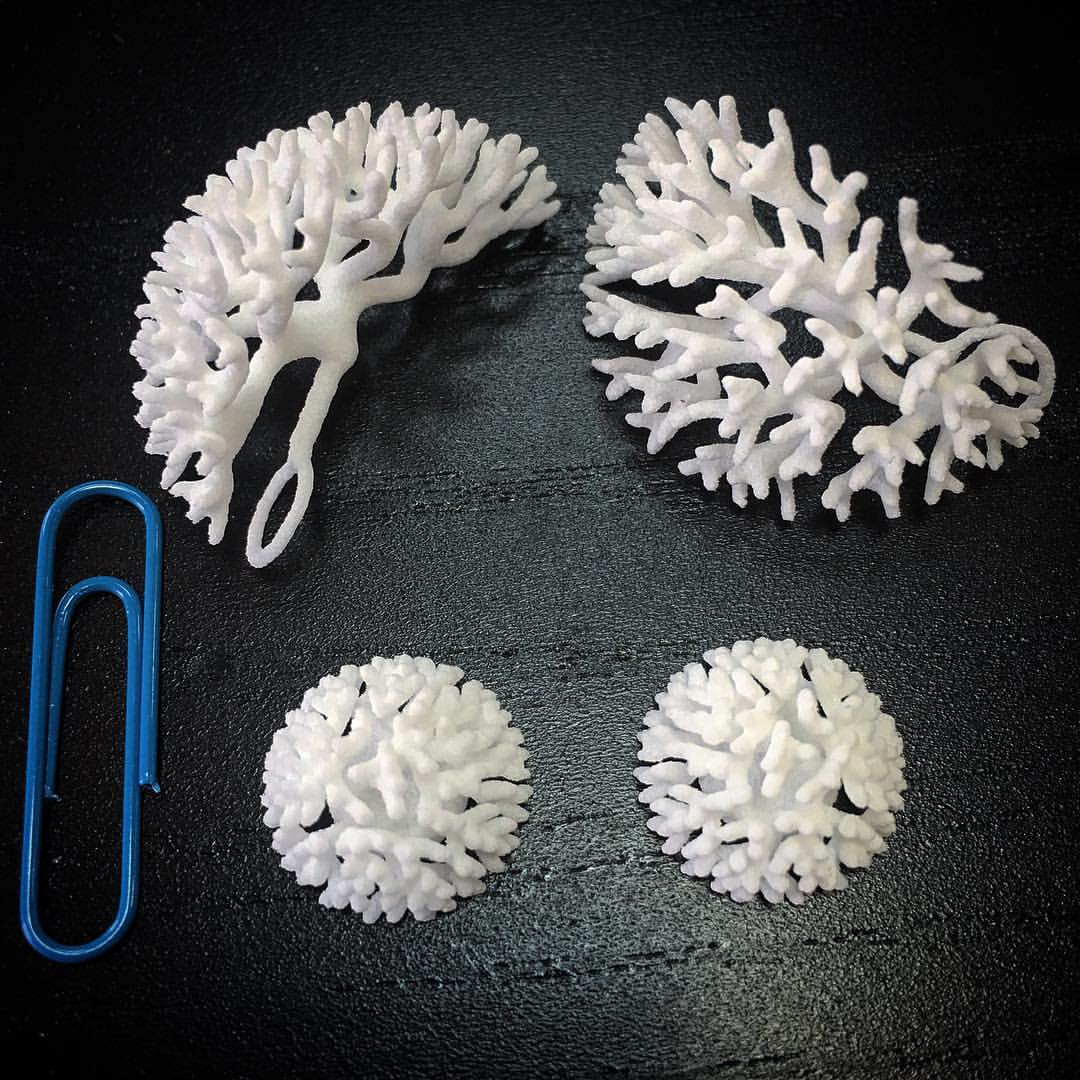
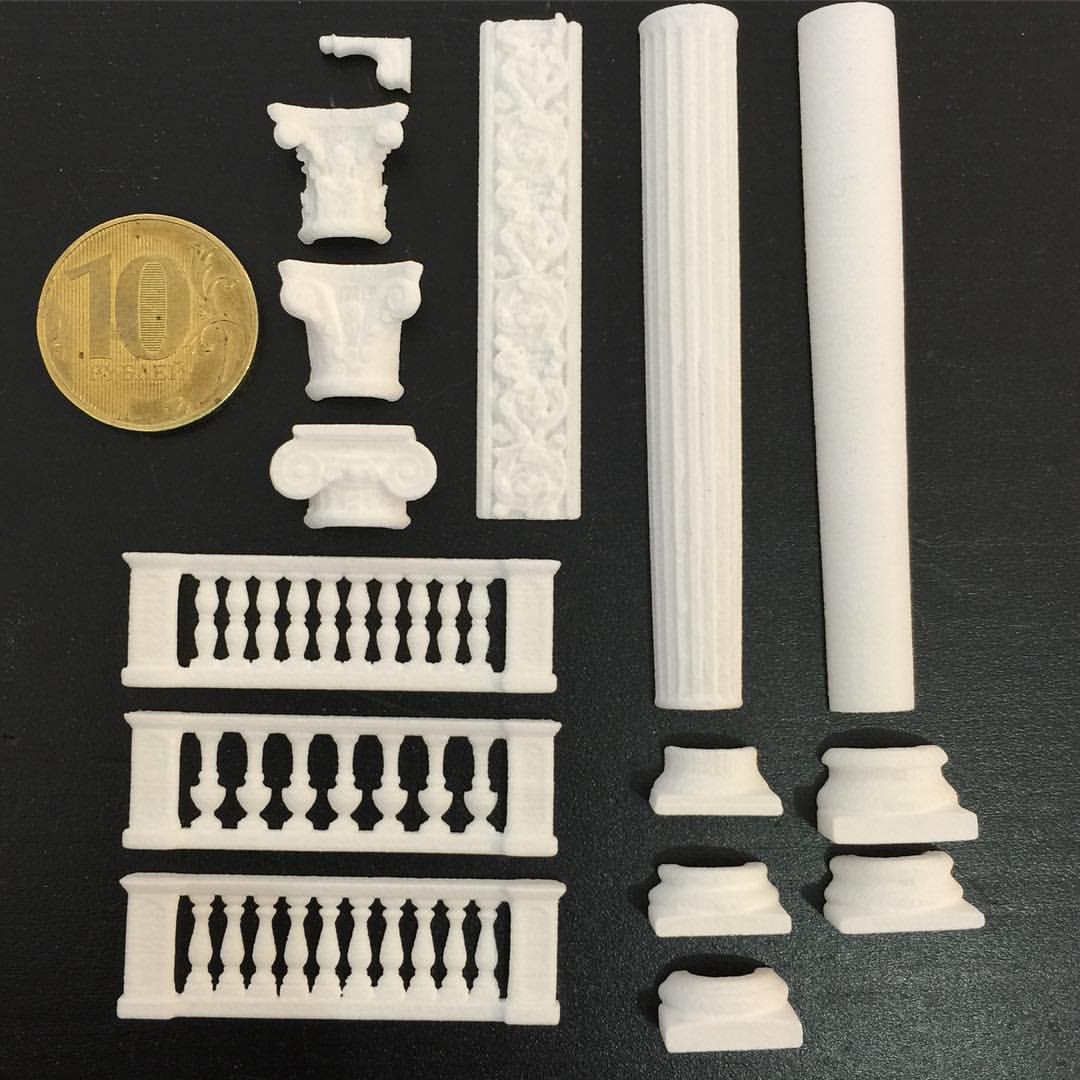
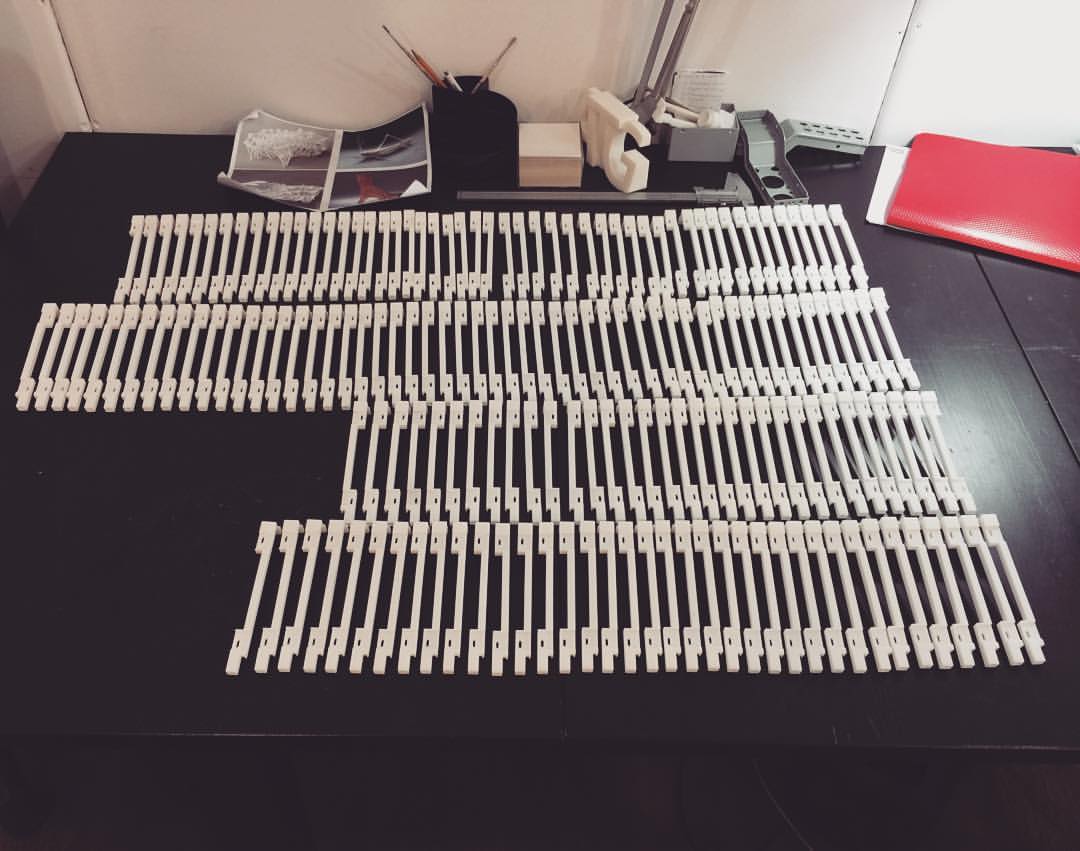
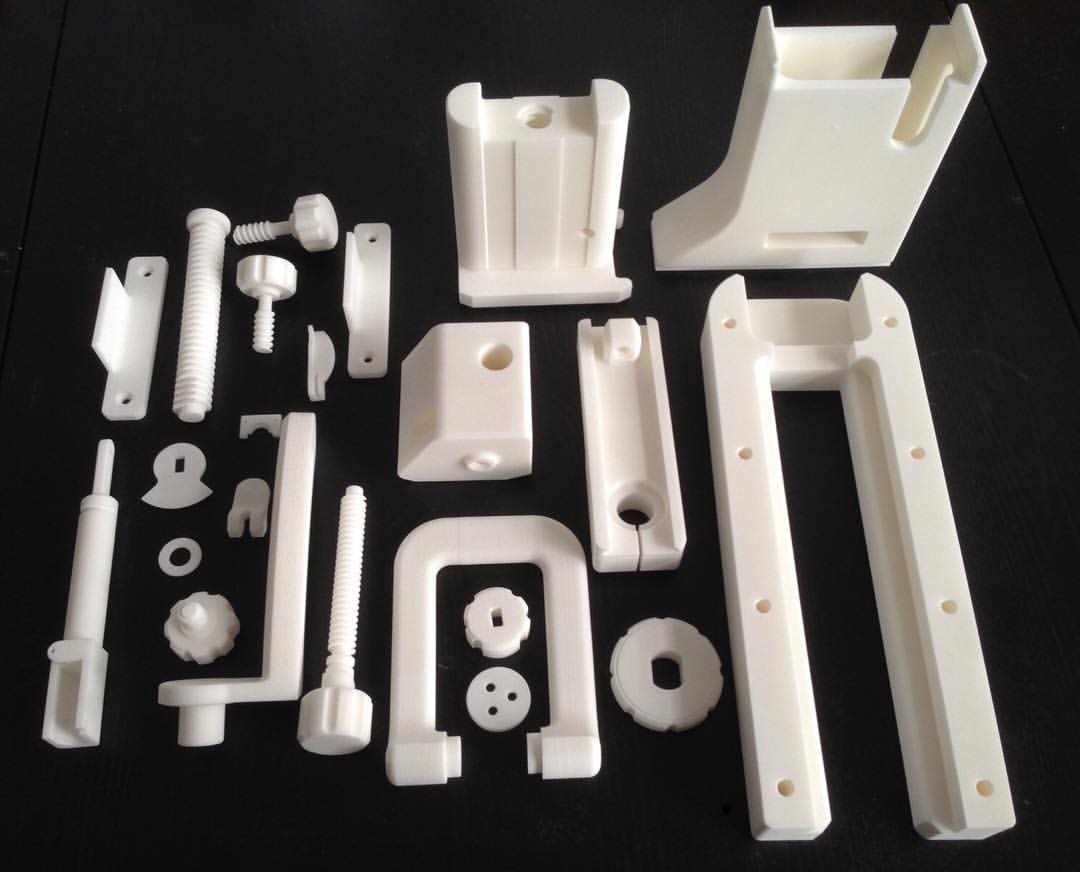
Полиамид EOS PA2200 — экологически чистый пластик (ПА 12), позволяющий получать экстрапрочные и долговечные изделия любой геометрической формы с высокой точностью. Благодаря мелкодисперсности материала, поверхность создаваемых моделей настолько гладкая и безупречная, что не нуждается в дальнейшей обработке.
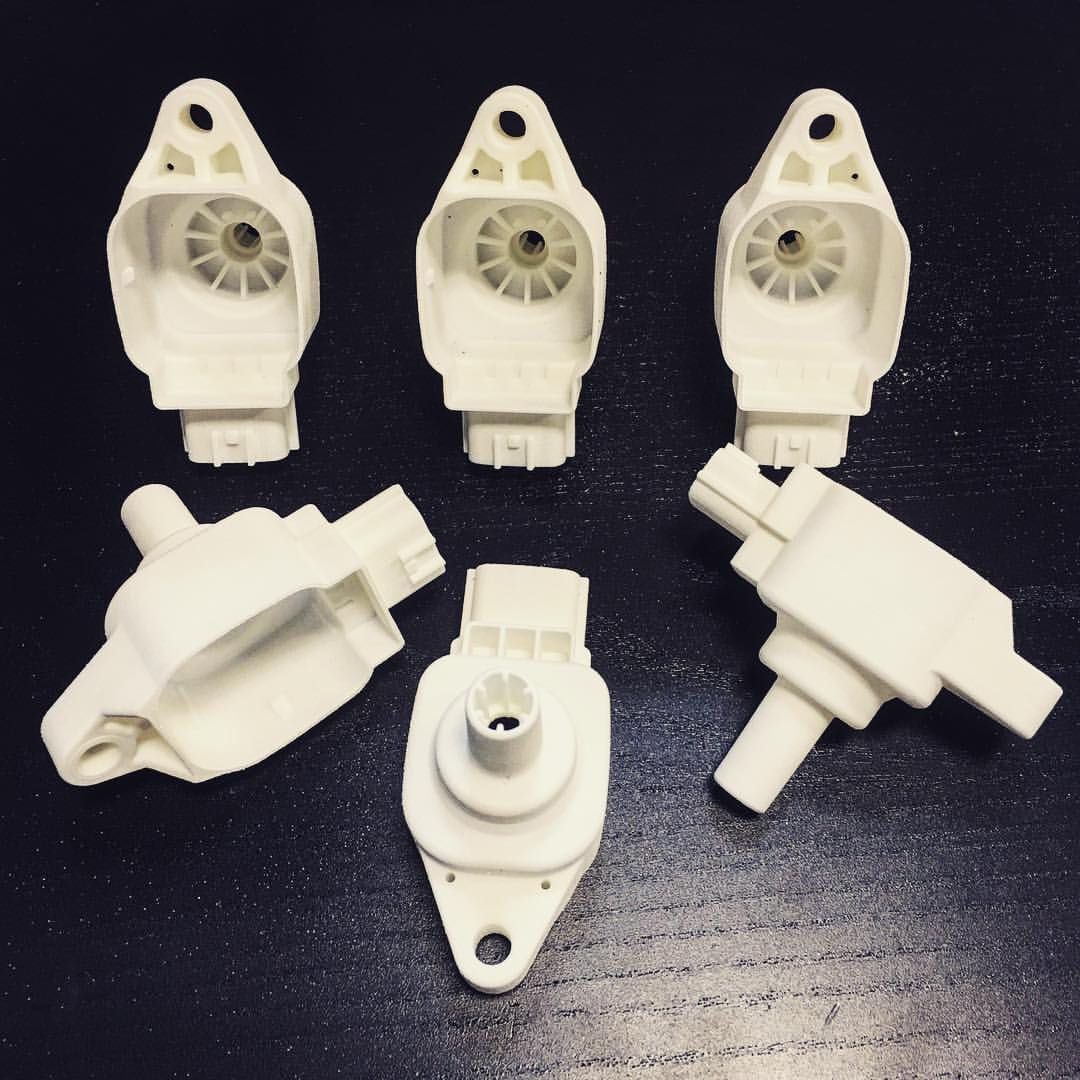
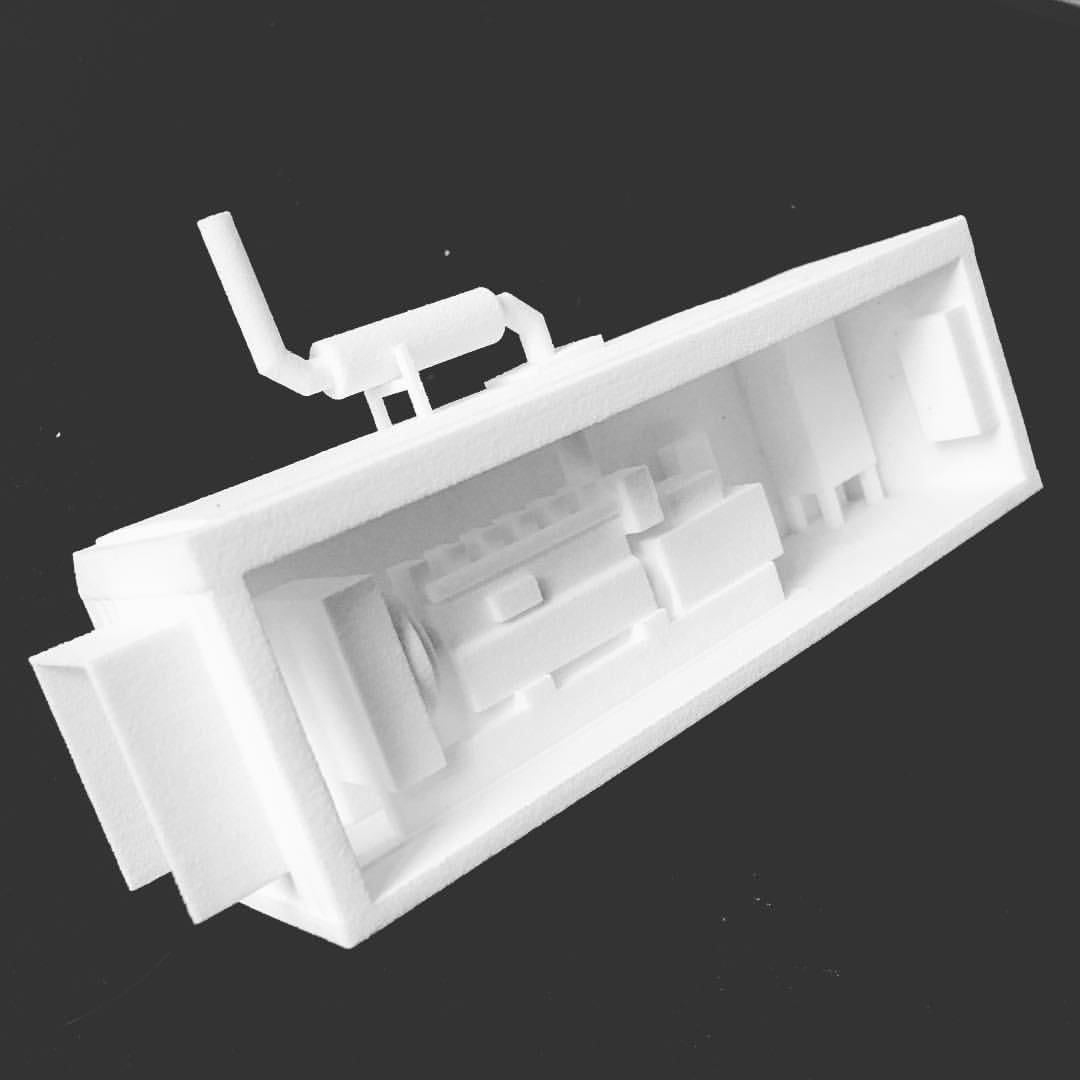
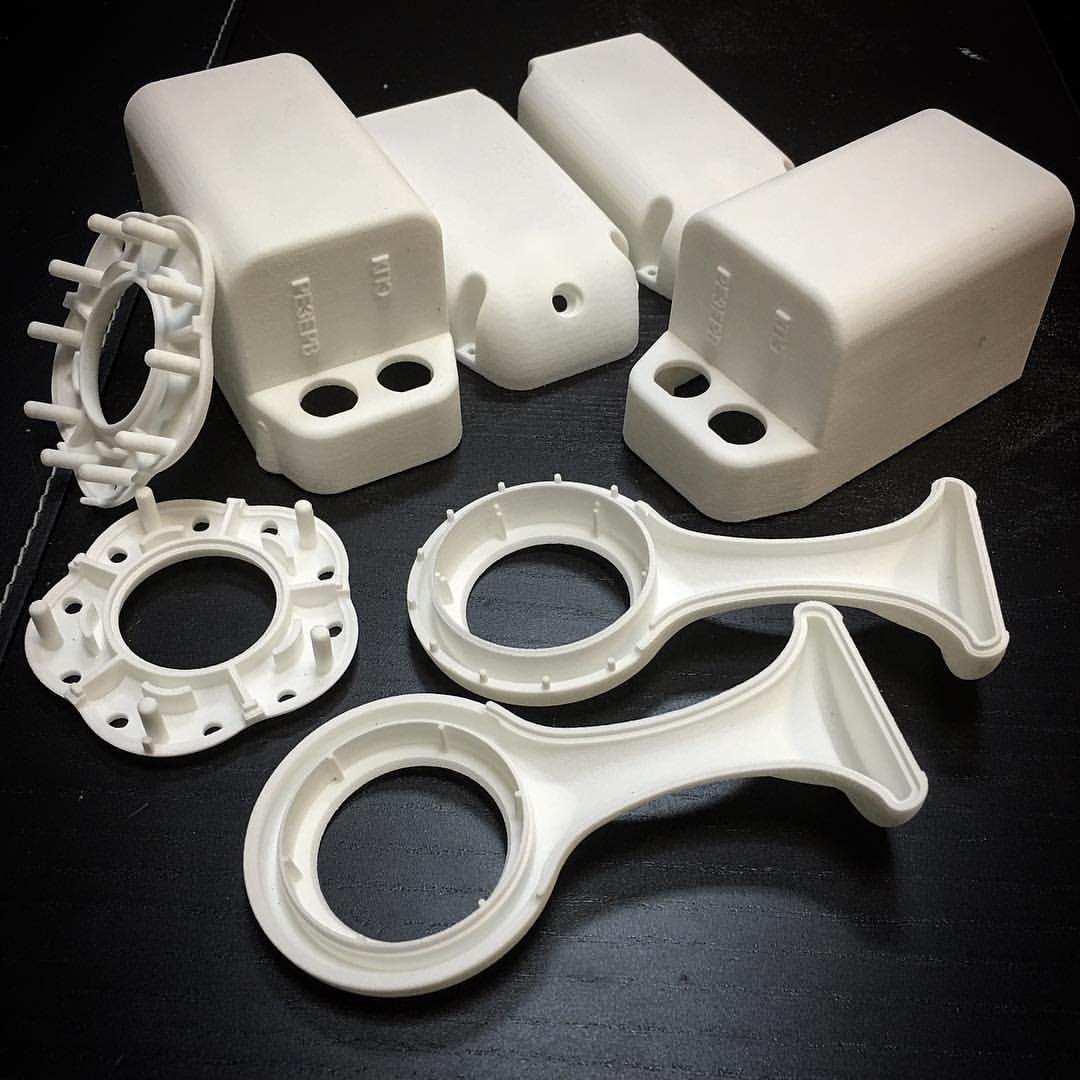
Мы создаем высокоточные прототипы и прочные детали из качественного полиамида, позволяющие быстро оценить эргономику, функциональность и дизайн любого изделия.

EOS Formiga P110 Velocis непревзойденное качество 3D печати SLS в промышленных масштабах.
3D принтер позволяет создавать высококачественные прочные изделия по технологии селективного лазерного
спекания полиамидного порошка (SLS).
Дешевая 3D печать доступна!
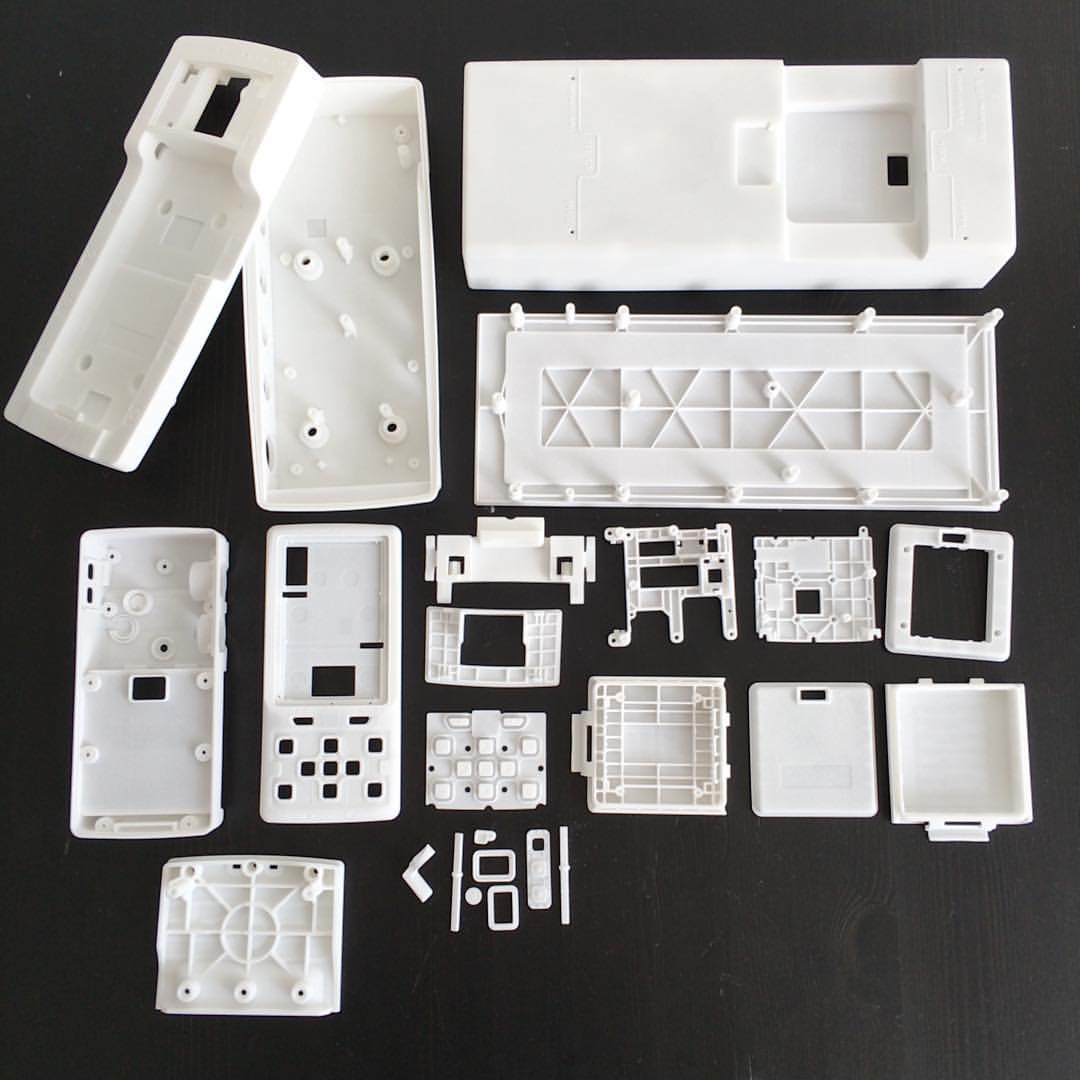
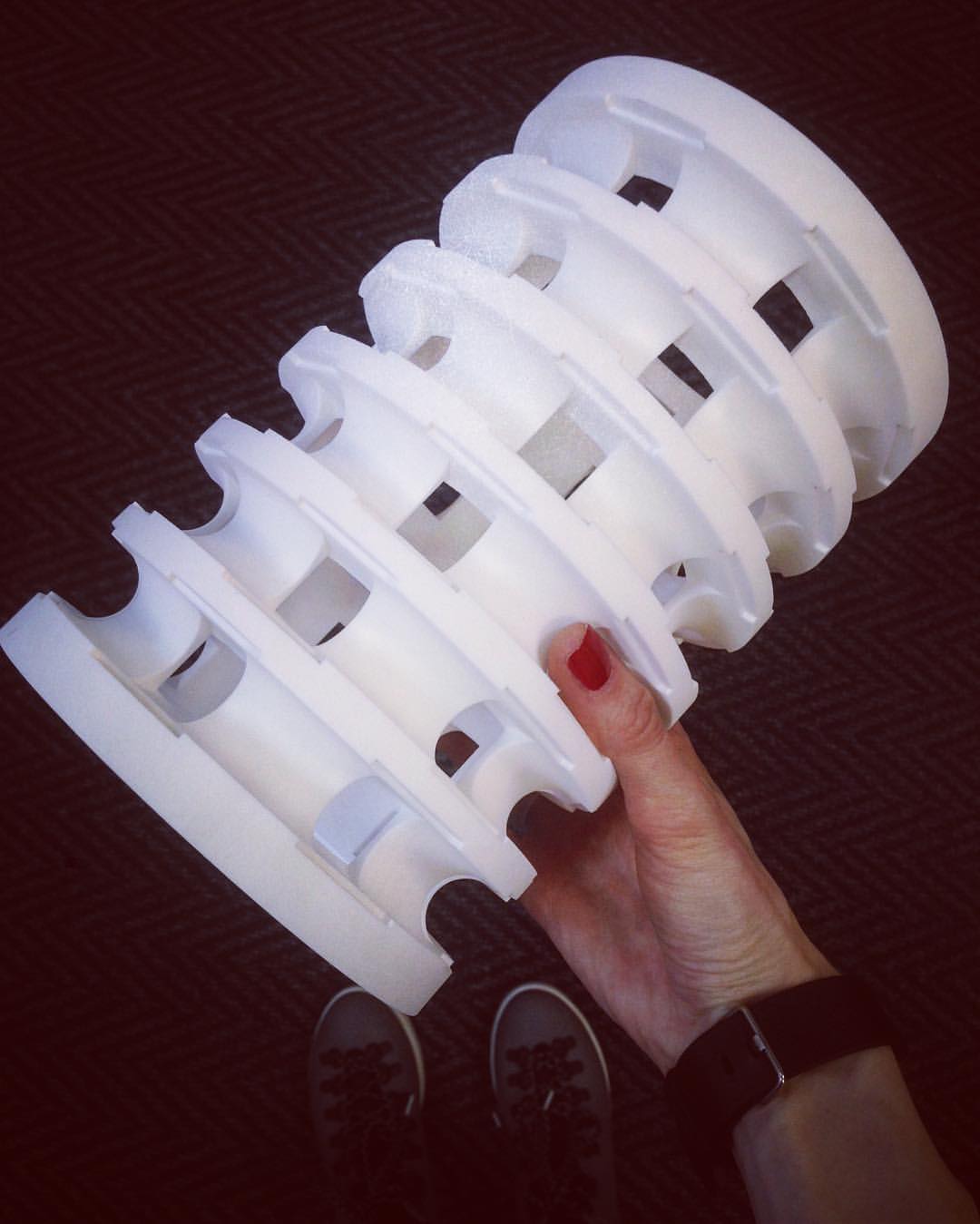
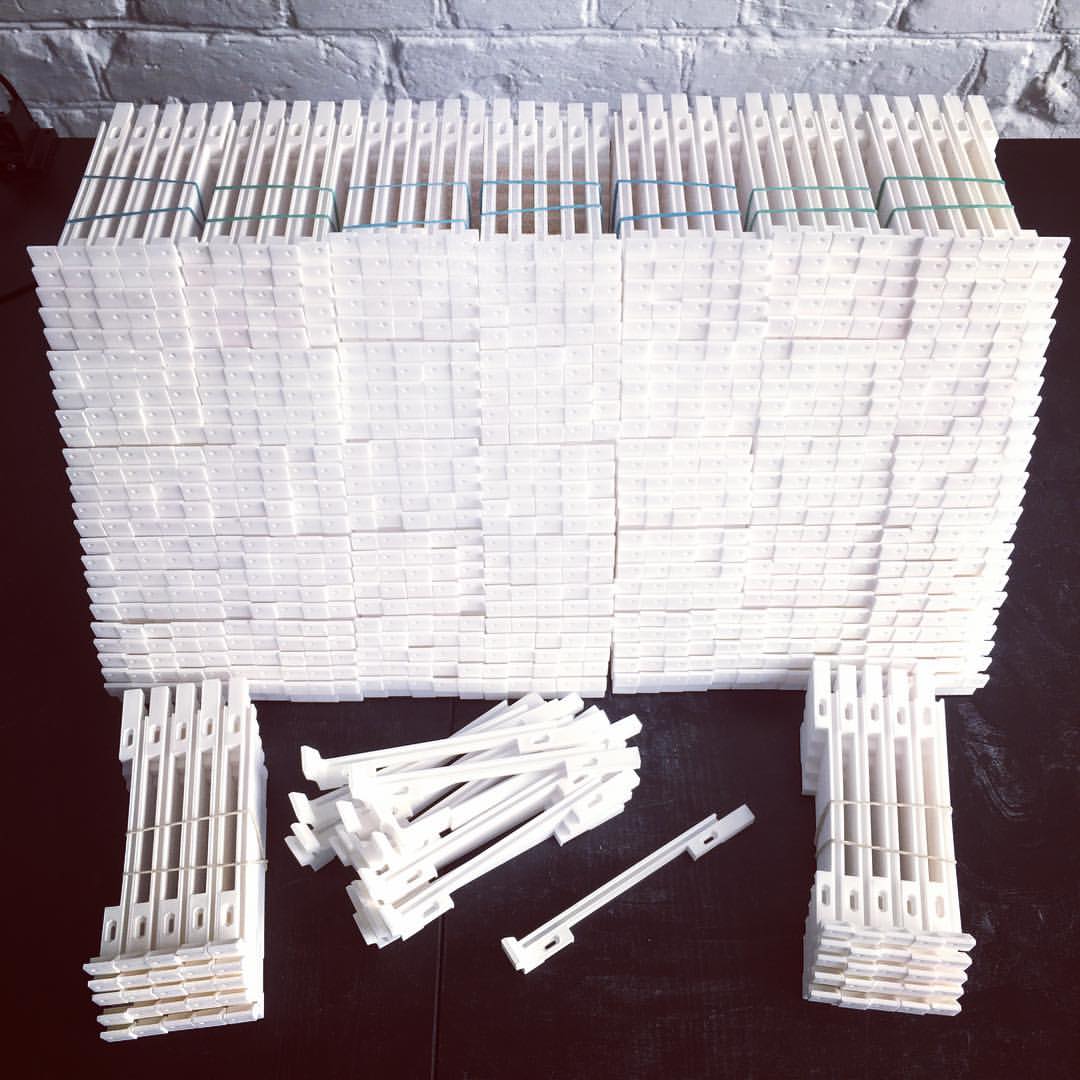
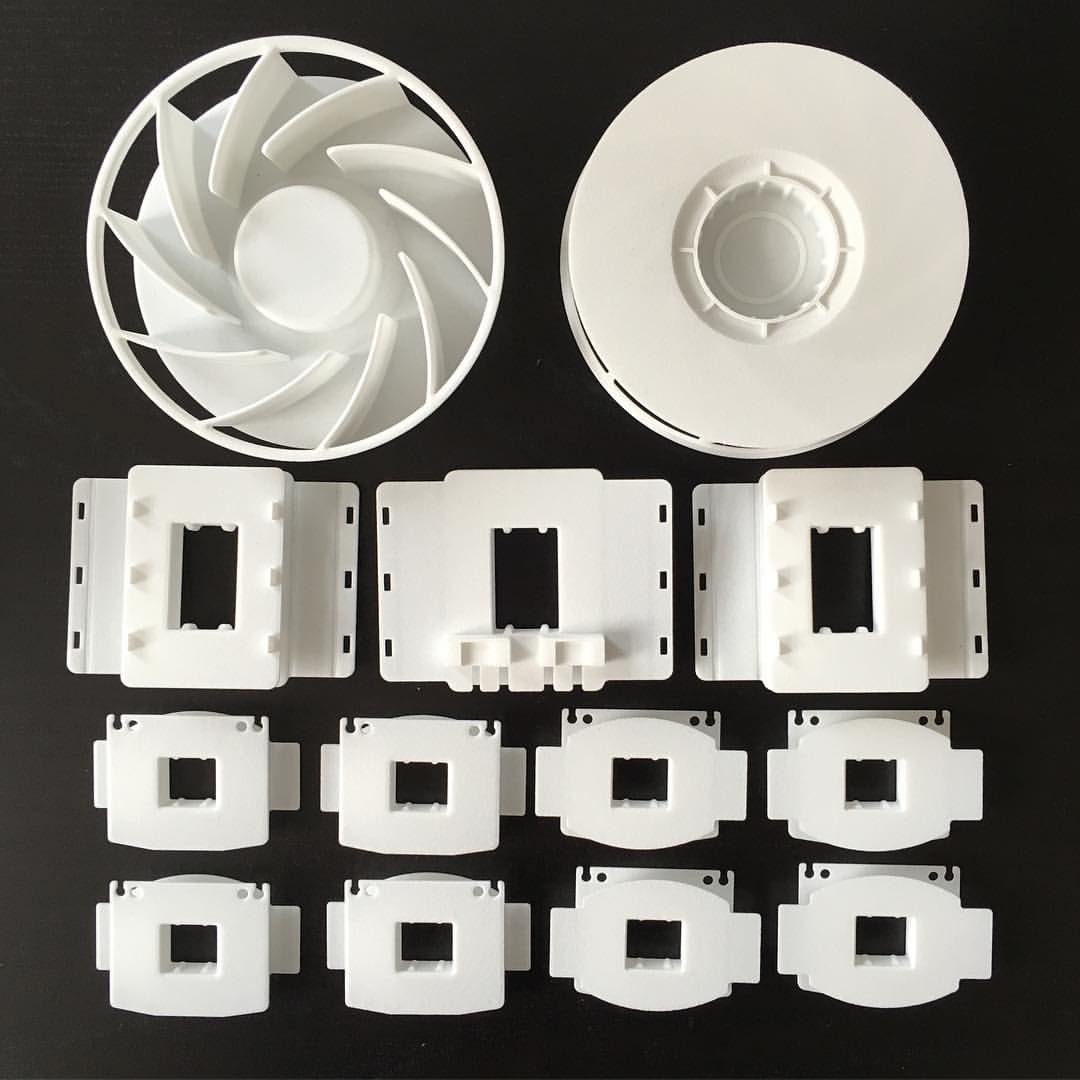
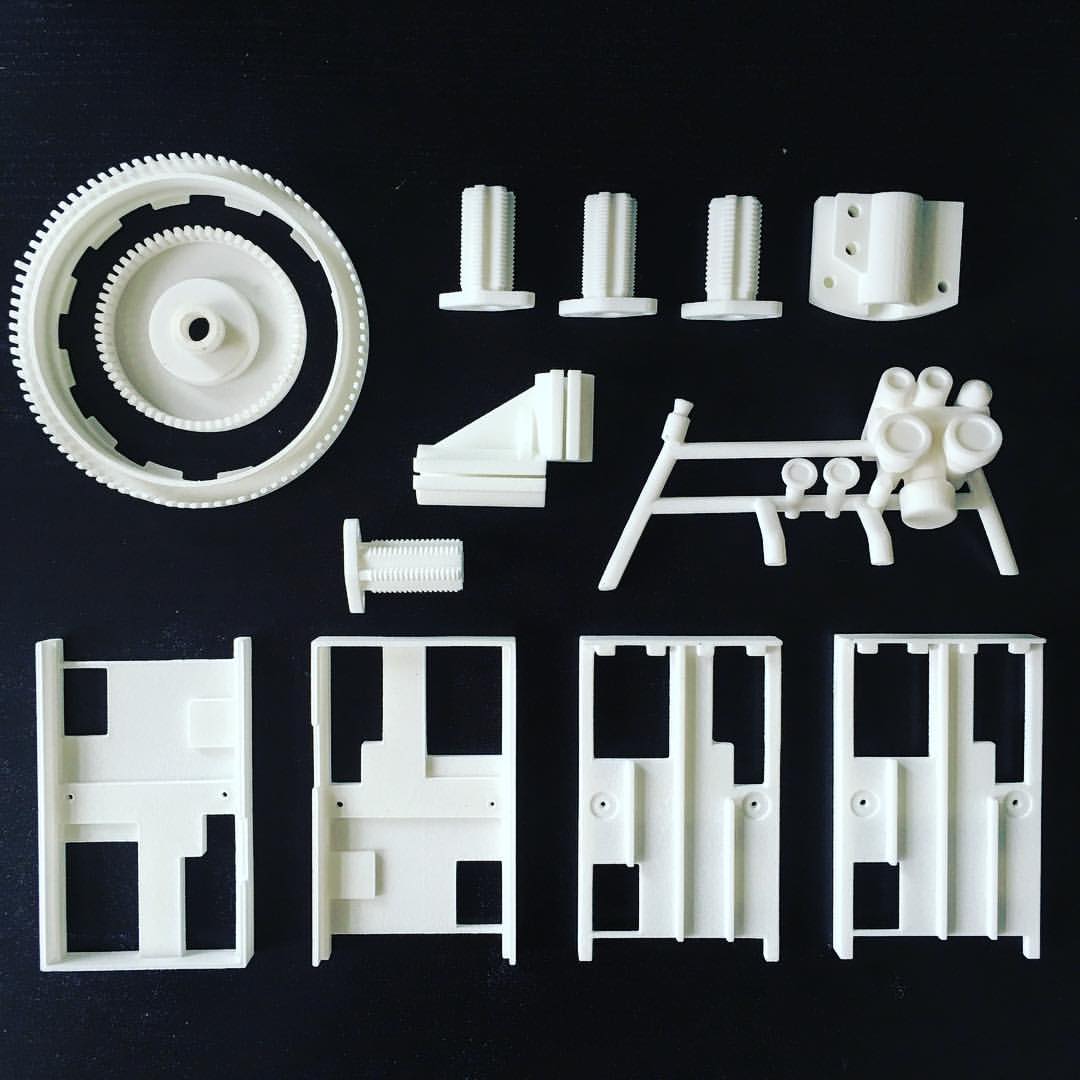
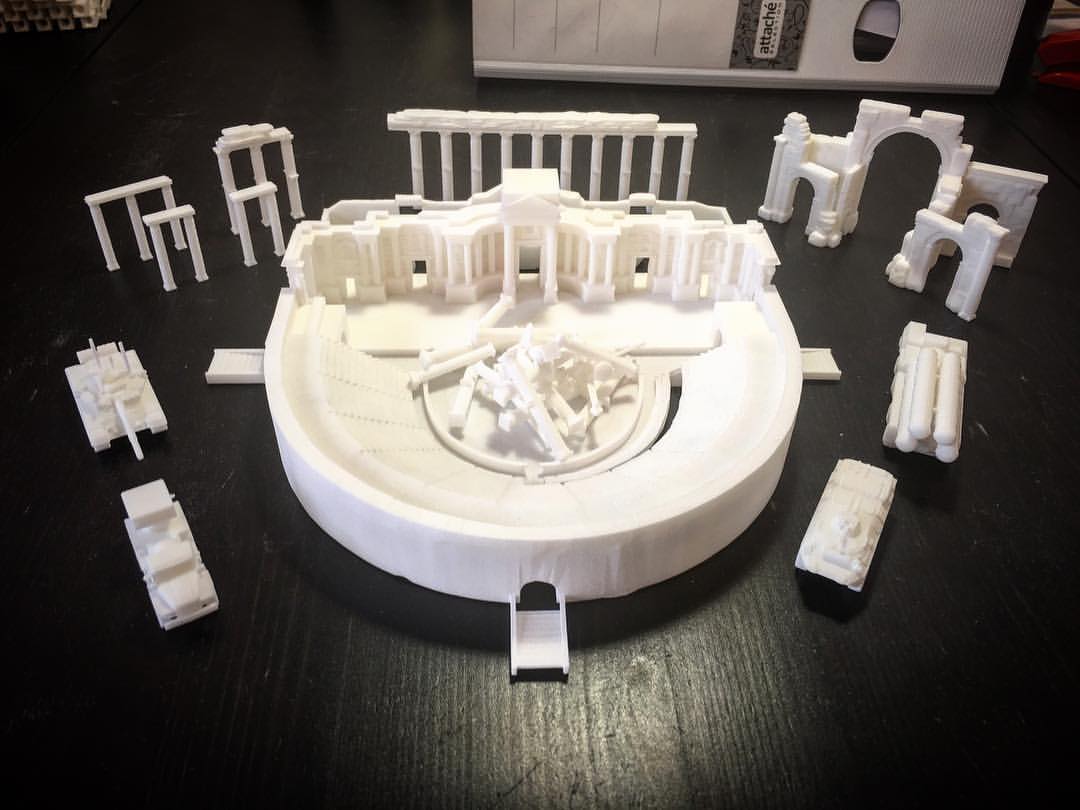
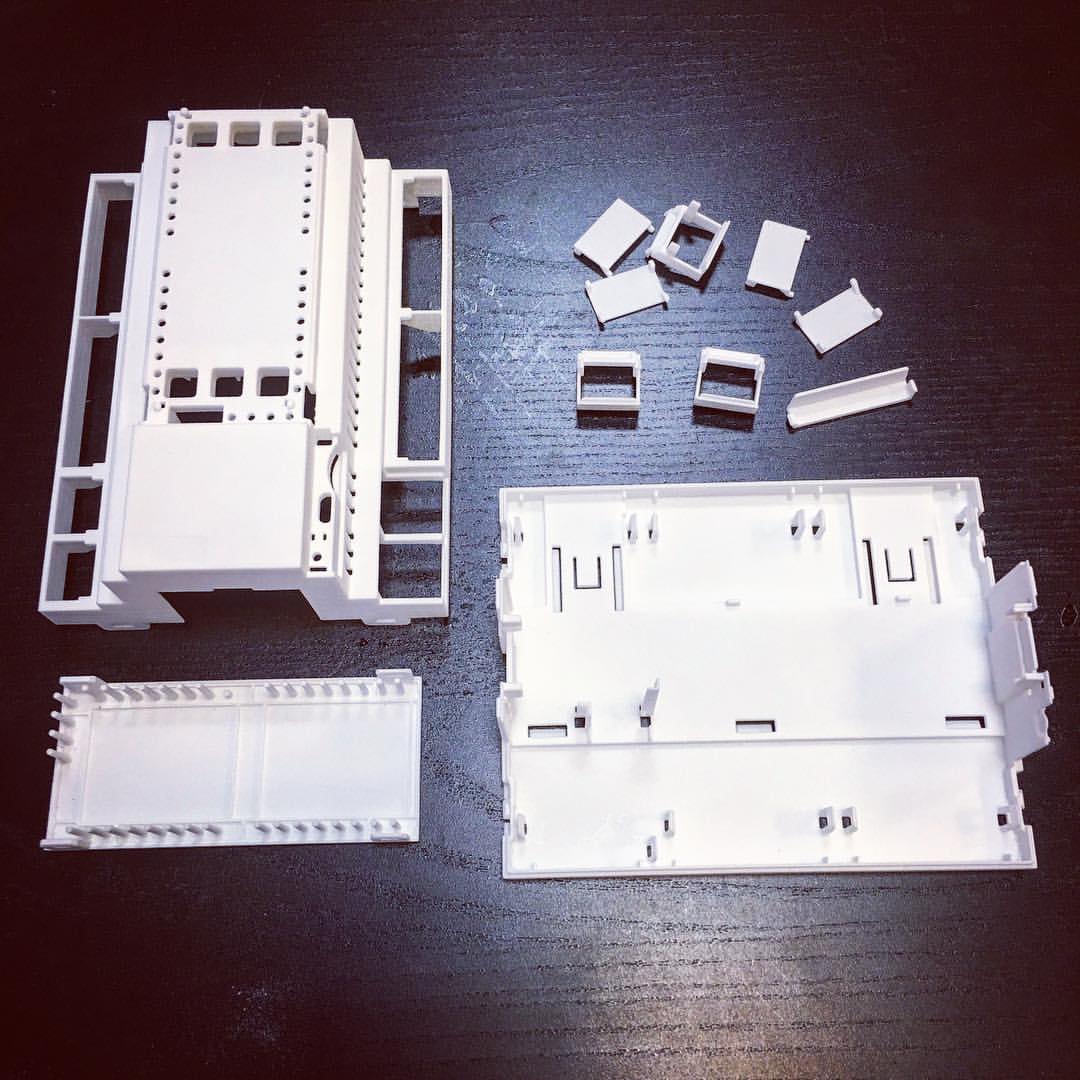
ФОТОГАЛАРЕЯ
ХАРАКТЕРИСТИКИ МАТЕРИАЛА
Основные технические характеристики EOS Formiga P110 Velocis и EOS P395.
Изготовление деталей из полиамида мы осуществляем на собственном оборудовании —
3Д-принтерах EOS Formiga P110 Velocis и EOS EOSINT P395 — что позволяет оказывать недорогие услуги 3D печати. У нас один из самых крупных парков в России
и один из самых совершенных промышленных
3д-принтеров от EOS, компании-лидера в области выпуска оборудования для
аддитивного производства.
Важным преимуществом нашего оборудования является возможность 3D печати больших моделей до 600мм
(например, 3D печать крупногабаритных корпусов).
| Наименование | Значение |
|---|---|
| Технология | Селективное лазерное спекание (SLS) |
| Размер области построения | 340 x 340 x 600 мм для EOS P395 |
| Диапазон толщины слоя | 0.1мм |
| Объемная скорость печати | 2 л/ч |
| Материал | EOS PA2200 |
| Мощность лазера | 70 Вт |
| Точность | до 0.1 мм по осям X/Y и до 0.1 мм по оси Z (но не менее 0.1% от линейного размера) |
| Поддерживаемые форматы файлов |
STL, SLC |
О технологии селективного лазерного спекания (3D печать SLS)
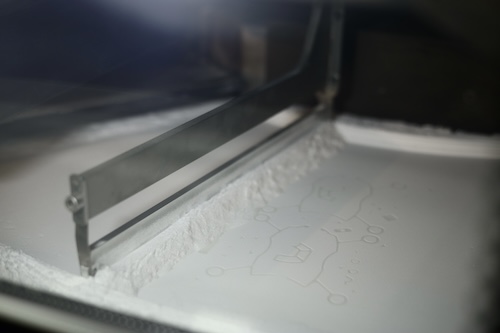
Промышленная 3D печать из полиамида осуществляется по технологии SLS, когда объект формируется путём спекания порошка под действием лазерного излучения. Материал наносится на платформу тонким равномерным слоем (обычно специальным выравнивающим валиком), после чего лазерное излучение формирует на поверхности текущий слой разрабатываемого объекта. Затем платформа опускается на толщину одного слоя, и на неё вновь наносится порошкообразный материал. Порошковая 3D печать не нуждается в поддерживающих структурах «висящих в воздухе» элементов разрабатываемого объекта за счёт заполнения пустот, материалом, что имеет особое значение для 3D печати в промышленности. Для уменьшения необходимой для спекания энергии температура рабочей камеры обычно поддерживается на уровне чуть ниже точки плавления рабочего материала, а для предотвращения окисления процесс проходит в бескислородной среде.